「手作業によるFRP表面仕上げ」に関するpdf資料はこちら。
※関連する技術レポート「表面に凹凸のあるFRP製品の手仕上げ後の表面粗さ測定結果」技術資料 ENG-REPORT-001はこちら。
概 要
ハンドレイアップによって成形されたFRP(Fiber Reinforced Plastics: 繊維強化プラスチック)成形体の凹凸を有する「解放面」を平滑にする弊社の「表面仕上げ技術」についてご紹介します。手仕上げを基本としており、機械加工が困難な箇所への適用も可能です。本技術は液体物を貯蔵するFRPタンクのシーリングなどへの適用例があります。また、弊社の表面仕上げ技術を定量的に評価するため、表面粗さ(Ra)とCMMによる表面プロファイルと平行度を評価し、その技術の高さが示されています。
ハンドレイアップの解放面の表面手仕上げ
FRPの成形法の中で、手作業による積層を基本とした「ハンドレイアップ」は最も歴史ある成形法の一つですが、片側の面が一般的には型による成形がされない「解放面」となります。この解放面は一般的に意匠面と逆の面とすることで人の目に触れません。しかし製品によってはシーリング、他製品との接合といった理由によりこの解放面を平滑にする必要があります。弊社ではこの表面仕上げを機械加工が困難な箇所に対して手作業で行うことが可能であり、平板サンプルベースでRa=3.5[㎛]の表面粗さを実現しています。断面曲線や表面プロファイルからも微小な凹凸が消え、100mm角の平板サンプルの評価でも手仕上げにより平行度が0.867mmから0.413mmに改善が認められるなど、手作業による平面構築に対し、弊社は高い技術を有していることが客観的な技術データによって明らかとなっています。
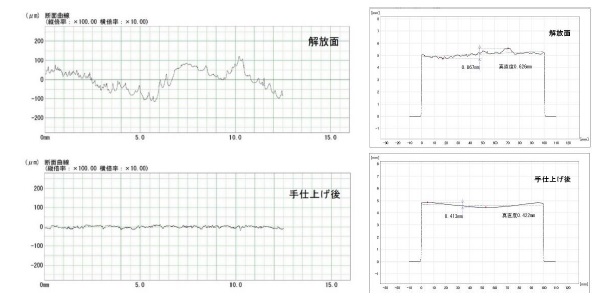
図 解放面(上)と手仕上げ(下)の断面曲線(左)と表面プロファイル(右)
※参照元:株式会社FRPカジ 技術資料 ENG-REPORT-001
表面仕上げ技術適用例
FRP製のタンクの底部付近への吐水機構を装着した製品を例に、弊社の表面仕上げ技術適用例をご紹介します。
本製品の吐水機構を取り付けるにあたっての技術的要点は以下の通りです。
- 一辺が1500mmを超える直方体の底面付近に吐水機構を取り付けるため、マシニングによる加工が困難
- 製品はハンドレイアップによって作製されたGFRP(ガラス繊維強化プラスチック)製の貯水タンクで、内壁は解放面のため凹凸が存在
- 吐水機構はシーリングされる必要があるため、内面の凹凸部を平滑にする必要がある
- 本工程の後、製品試験を行い、水漏れ等の不具合が無いことを確認した上で出荷しました。
- 上記のような条件であったため、弊社では手仕上げによる加工実施を判断しました。以下に工程の概要と写真を示します。

本記事に関する問い合わせ
株式会社FRPカジ
〒258-0122 神奈川県足柄上群山北町都夫良野2−1
電話: 0465-75-2893
E-mail: info@frpkaji.co.jp
Web: https://frpkaji.co.jp/
※「手作業によるFRP表面仕上げ」に関するpdf資料はこちら。
※関連する技術レポート「表面に凹凸のあるFRP製品の手仕上げ後の表面粗さ測定結果」技術資料 ENG-REPORT-001はこちら。