
株式会社 FRPカジ メールマガジン
┏┏┏┏ ━━━━━━━━━━━━━━━━━━━━━
┏┏┏┏ ハンドレイアップGFRPの真実
━━━━━━━━━━━━━━━━━━━━━━━━━━
2024年2月1日
第三十四回:FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察とまとめ
<目次> ━━━━━━━━━━━━━━━━
・FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察とまとめ
<FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察とまとめ>
前回までのメルマガではFRP平板の直線加工精度評価についての考察として、
手加工による直線加工の加工精度と接触式と非接触式で得られた形状計測結果の違いについてご紹介しました。
今回のメルマガでは全5回の最終回として、
手加工によるFRP平板の直線加工精度評価についての考察として、
FRP平板の面変形と全体のまとめについて述べたいと思います。
【考察】
〈FRP平板の面変形について〉
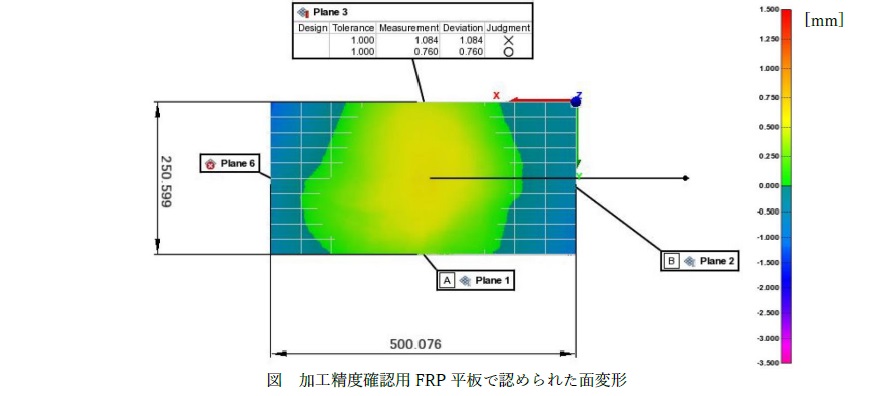
加工後の加工精度確認用FRP平板について形状の照合計算を行った際、
面変形を確認しました。
照合計算の結果をコンター図を作成したところ、
この図から、FRP平板中央付近が0.5~0.6mm程度凸になっていることがわかりました。尚、この事象は加工前の同平板でも確認されており、
加工の影響ではないと判断できます。
本面変形はマトリックス樹脂である不飽和ポリエステルの硬化収縮に由来するものと考えられます。
熱硬化性樹脂は硬化進行に伴い、
分子間で複雑な架橋構造を構築することで分子の自由度が低下し、
体積が減少する硬化収縮が生じます。
特に不飽和ポリエステル等のように、
ビニル基を主な硬化進行官能基とするラジカル重合反応系では、
この体積収縮率が大きいことが知られています。
今回のFRP平板成形に用いた不飽和ポリエステルの硬化収縮率の具体的な数値は未計測でありますが、
硬化収縮によるひずみが生じているという事実を念頭に、
成形体の設計をするという姿勢が求められると考えられます。
【まとめ】
矩形型のFRP平板に対する直線加工を行うことによる加工精度を、
自社設備を用いた2D、並びに3D寸法計測により評価した結果、
2D寸法は概ね±3mm、3D寸法は幾何公差で1.1mm程度であることが明らかとなりました。
2D寸法は従来評価結果を踏まえて設定したHand Processingベースの公差範囲内であった一方、
幾何寸法については0.1mm程度大きくなったことから、
FRP成形体に関する寸法公差設定について見直しを行いました。
この形状精度評価に影響を与える懸念点として、
基準面の凹凸変動が確認されたことから、
当社としても基準面加工に関する加工精度向上の検討を引き続き行っていく予定であります。
さらに、X線CTによる非破壊検査の結果、
加工による内部損傷の発生や進展が見られなかった一方、
加工後の端面であるゲルコート層の損傷が複数個所でみられたことから、
手加工の手順含め更なる改善が必要であることも明らかとなりました。
【本評価を通じて感じたこと】
私はこの試験の加工を行いましたが、結果としてはほぼ想像通りと思います。
しかし、このように定量的に数値で見るとやはり人間の感覚だけでは限界を痛感しました。
特に読者でハンドレイアップや耐食機器に携わっている方は、
FRPの寸法精度に関してご理解いただけますが、
機械設計や鋼材加工等の世界の方々からは公差が広く驚かれることが多々あります。
そのような方々にもご理解いただける内容になったかと思います。
今後の課題としては社内で材料試験規格に加工できることを目標に進めたらと思います。
今号では手加工によるFRP平板の直線加工精度評価についての最終回として考察とまとめについてご紹介しました。
次号メルマガでは、塩酸や水酸化ナトリュウム等の薬品に対してのFRPでの新たな取り組みをご紹介したいと思います。
FRPを取り扱っている方や今後取り扱いたい方にとっての一助となれば幸いです。