
株式会社 FRPカジ メールマガジン
┏┏┏┏ ━━━━━━━━━━━━━━━━━━━━━
┏┏┏┏ ハンドレイアップGFRPの真実
━━━━━━━━━━━━━━━━━━━━━━━━━━
2023年12月4日
第三十二回:FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての結果
<目次> ━━━━━━━━━━━━━━━━
・FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての結果
<FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての結果>
前回までのメルマガではFRP平板の直線加工精度評価についての概要と評価方法としてご紹介しました。
今回のメルマガでは全5回の3回目として、
手加工によるFRP平板の直線加工精度評価についての結果について述べたいと思います。
【結果】
〈加工用FRP平板成形〉
目立った反りや外観異常無く成形することができた。
〈FRP平板の加工〉
平板の加工は問題なく行うことができた。
〈加工前後のFRP平板寸法検査〉
加工精度確認用FRP平板について、
2D寸法と3D寸法についてそれぞれ計測結果を示します。
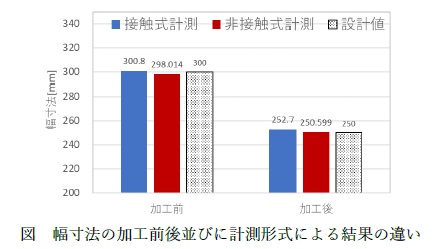
・2D寸法
加工前の寸法に関し、
厚みは狙い値9±0.5mmに対し9.469mm、
長手方向の寸法は狙い値500±1mmに対して接触式、非接触式でそれぞれ500.076mm、499.881mmとなり、どちらも公差を満たしていました。
加工を行った後の幅寸法について、
接触式、非接触式、並びに設計値を比較したところ、
狙い値に対し、
加工後は3mm以下の誤差で加工できていることが明らかとなりました。
また接触式、非接触式で2mm程度の差異があり、非接触の方が小さい数値を示しました。
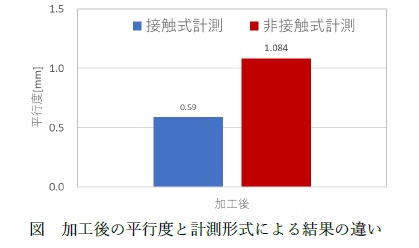
・3D寸法
加工面の平行度について、
2D寸法同様、接触式と非接触による計測結果として、
接触式で0.59mm、非接触式で1.084mmとなり、
非接触式の方が大きな値を示しました。
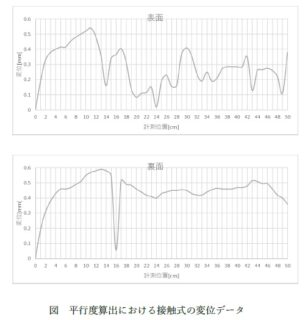
また接触式での平行度計測時におけるダイヤルゲージ変位をプロットデータとしてグラフ化したところ、
表面側(ゲルコート層)よりも裏面側の変位が大きいことが明らかとなりました。
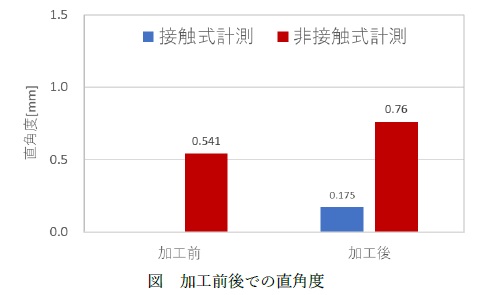
直角度の計測も接触式と非接触式を用い、
非接触式の計測では加工前後で実施しました。
非接触式の計測結果から、
加工前後で0.541mmから0.76mmに変動したことが明らかとなりました。
接触式による加工後の直角度は0.175mmの結果であったことから
非接触式の0.76mmと比較して大きな差異が認められました。
また加工後の直角度について、
接触式で計測した際のダイヤルゲージの数値変位を調べた結果、
-0.1~+0.7mm程度の範囲での変動が見られました。

また非破壊検査用として作製したFRP平板に関する2D寸法の計測結果について合わせて述べます。
加工前の縦、横の寸法が狙い値150mmに対して、
それぞれ150.42mm、150.58mm、厚みは8.7mmでした。
また、加工後の縦寸法は狙い値100mmに対し、100.2mmでした。
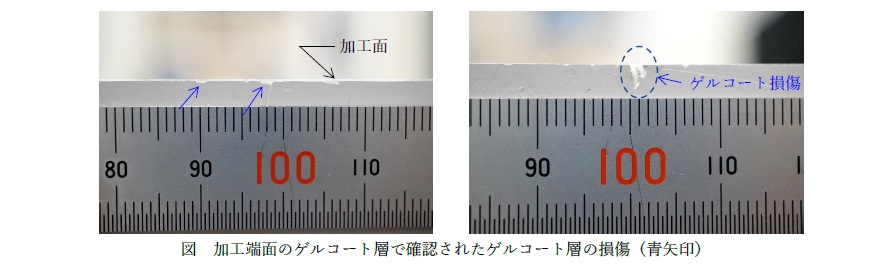
〈加工後のFRP平板目視検査〉
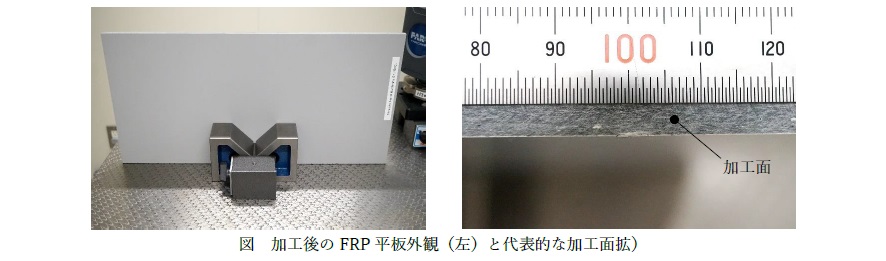
加工後の平板の外観写真、並びに代表的な加工端面の拡大画像により加工端面を確認したところ、
多くの箇所において目立った損傷はなかったものの、
複数個所において最大3mm程度のゲルコート層の損傷を確認しました。
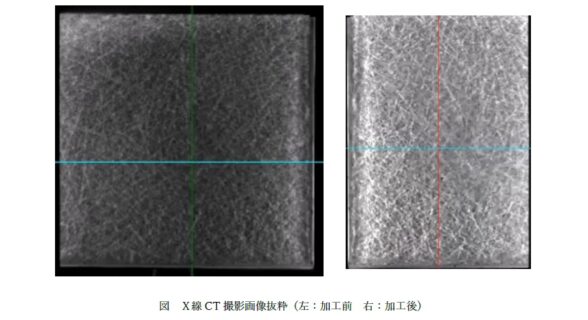
〈加工前後のFRP平板非破壊検査〉
加工前後でのFRP平板のX線CT撮影画像を確認した結果、
加工による層間剝離等の内部損傷の発生や進展は確認されませんでした。
今号では手加工によるFRP平板の直線加工精度評価についての結果についてご紹介しました。
次号メルマガでは、FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察ついて述べたいと思います。
FRPを取り扱っている方や今後取り扱いたい方にとっての一助となれば幸いです。