
株式会社 FRPカジ メールマガジン
┏┏┏┏ ━━━━━━━━━━━━━━━━━━━━━
┏┏┏┏ ハンドレイアップGFRPの真実
━━━━━━━━━━━━━━━━━━━━━━━━━━
2024年1月5日
第三十三回:FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察
<目次> ━━━━━━━━━━━━━━━━
・FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察
<FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての考察>
前回までのメルマガではFRP平板の直線加工精度評価についての結果としてご紹介しました。
今回のメルマガでは全5回の4回目として、
手加工によるFRP平板の直線加工精度評価についての考察として、
手加工による直線加工の加工精度と接触式と非接触式で得られた形状計測結果の違いについて述べたいと思います。
【考察】
〈手加工による直線加工の加工精度について〉
今回得られた結果から、
手加工による直線加工では2D寸法では±3mm程度、
3D寸法である平行度で1.1mm程度であることが明らかとなりました。
ここで得られた結果を、
株式会社FRPカジ技術資料 ENG-REPORT-010
「原形型製作方法の違いがGFRP成形体の寸法精度に与える影響」
で提案した公差と比較した上で妥当性を検証するため、
当該情報を引用しました。
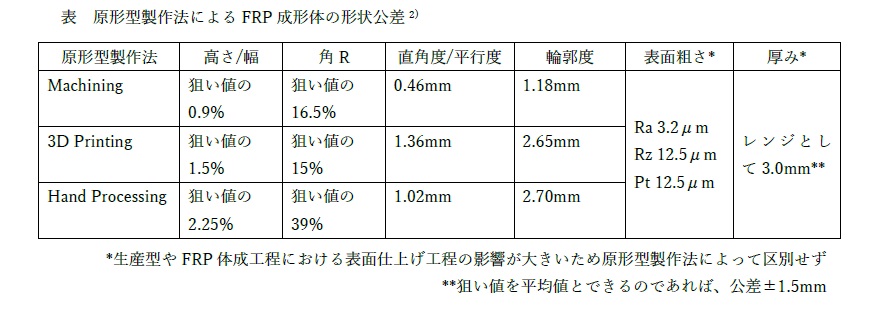
今回の評価に用いたFRP平板の製作は基本的に手加工であるため、
原形型の製作方法でいうとHand Processing(手加工)に該当します。
引用情報の値から、
高さや幅の寸法は表によると狙い値の2.25%でした。
今回手加工を行った寸法は加工後の寸法で250mmであるため、
2.25%の数値は5.625mm(公差でいうと±5.625mm)でした。
よって、本評価で得られた±3mmというのは、
過去に提案した公差内に収まっていることが明らかとなりました。
FRP成形体の平行度についても同様の検証を行い、
引用情報によると1.02mmであるのに対し、本評価で得られた平行度の値は最大で1.1mmであり、
当該表の結果よりもさらに大きな値となりました。
尚、直角度は最大0.76mmで上記引用公差である1.02mm以下の値となりました。
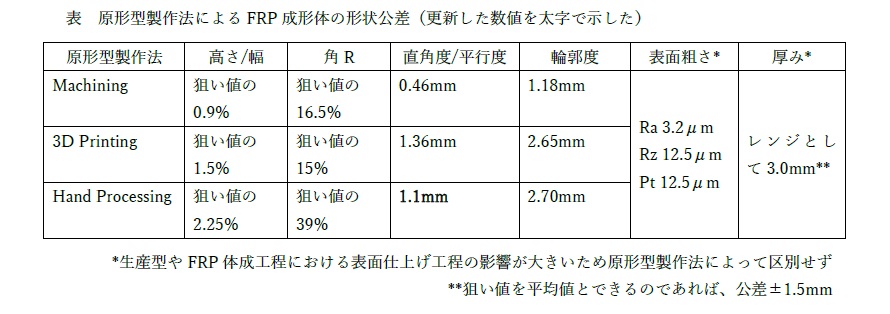
よって今回得られた結果のうち、平行度がこれまでの形状公差として考えていた1.02mmよりも大きい1.1mmという値を示した結果を反映し、
FRP成形体に関する公差に関し、1.1mmに変更することを提案しました。
以上のことから、
手加工による直線加工精度評価に関し、
2D寸法精度が過去の経験の公差内である一方、
3D寸法は平行度が過去の評価結果より大きな値を示したことが明らかとなりました。
引き続き、様々なFRP成形体の形状精度評価を継続し、
必要に応じた公差数値の更新を行いながらFRP成形体公差として妥当な値を精査することが必要であると考えられます。
〈接触式と非接触式で得られた形状計測結果の違いについて〉
2D寸法の形状計測結果について、
接触式と比べ非接触式が小さな値を示す傾向を示しました。
これは接触式では表面の微小な凹凸が結果に反映されるため、
凸部の存在によって寸法が大きくなる一方、
非接触式では凹凸形状を平滑化した平均面を計測に用いるため、
接触式のそれよりも値が小さくなることが背景にある、
ということは過去の技術レポート
株式会社FRPカジ技術資料 ENG-REPORT-010
「原形型製作方法の違いがGFRP成形体の寸法精度に与える影響」
でも言及しました。
今回得られた結果では3D寸法である平行度と直角度について、
接触式と非接触式を比較したところ後者の方が大きな値を示しました。
本事象の主原因として考えられるのが
「実測データとモデルデータ照合計算の誤差」です。
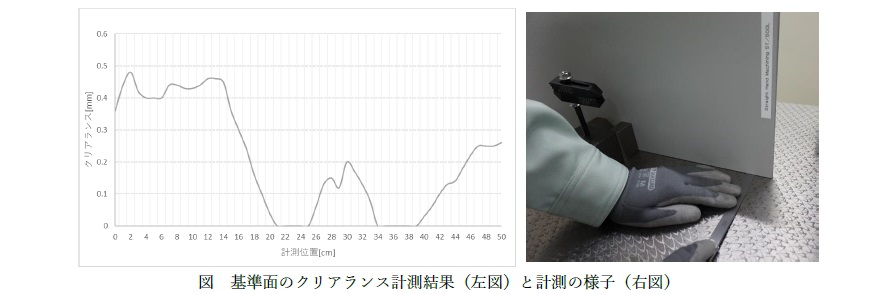
それを裏付けるのが、基準面の変動です。
加工精度確認用FRP平板を、
基準面を下にした状態で定盤上に立て、
定盤と加工精度確認用FRP平板の基準面のクリアランスについてシックネスゲージ (W2869B(Gtbl))で計測しました。
(当該計測は22℃、50RH%で管理された環境下で実施)
結果、最大で0.46mmのクリアランスを確認し、
基準面にも凹凸が存在することが明らかとなりました。
照合は基準面を基準として行われるため、
この基準面の変動は当然ながら実測データとモデルデータの照合時に誤差として影響すると考えられ、
測定ごとのばらつきにつながると考えられます。
本評価で使用したFRP平板は基準面も含めて手加工で行われています。
そのため、このような基準面の変動は現段階では不可避と考えられ、
基準面の加工精度が計測結果に影響を与えること、
そしてそれ故、基準面の加工には最大限の注意を払うことが重要であると考えられます。
今号では手加工によるFRP平板の直線加工精度評価についての考察として、
手加工による直線加工の加工精度と接触式と非接触式で得られた形状計測結果の違いについてご紹介しました。
次号メルマガでは、FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての最終回として考察とまとめについて述べたいと思います。
FRPを取り扱っている方や今後取り扱いたい方にとっての一助となれば幸いです。