
株式会社 FRPカジ メールマガジン
┏┏┏┏ ━━━━━━━━━━━━━━━━━━━━━
┏┏┏┏ ハンドレイアップGFRPの真実
━━━━━━━━━━━━━━━━━━━━━━━━━━
2023年10月2日
第三十回:FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての概要と評価準備
<目次> ━━━━━━━━━━━━━━━━
・FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての概要と評価準備
<FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての
概要と評価準備>
前回までのメルマガでは全5回にわたり、FRP製品の真実として50年屋外曝露されたFRPの特性評価としてご紹介しました。
今回のメルマガでは手加工によるFRP平板の直線加工精度評価についての概要と評価準備について述べたいと思います。
FRPは軽量、高強度、耐薬品性等の特性に加え、
材料を積み重ねるという積層という特殊な成形方法故、
様々な形状に成形できる材料であります。
そのため、加工に対しても複雑な形状での加工要望が多いことから、
加工の基本ともいえる直線加工について定量的な評価を行ったことがありませんでした。
そこで、
「手加工によるFRP平板の直線加工精度評価」
として、
技術レポートにまとめた内容を詳しく述べたいと思います。
【概要】
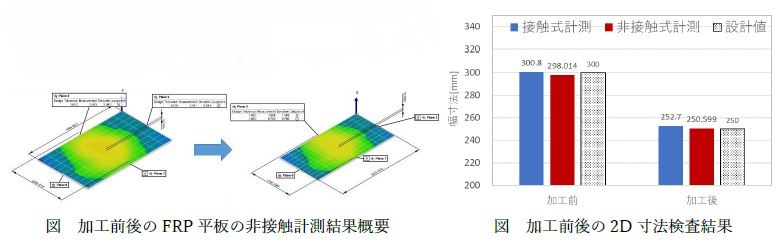
FRP平板加工前後の形状計測は、
一般的な接触式計測とレーザーによる非接触で行いました。
300×500×9[mm]の矩形体の長手方向に幅50mmで手加工にて加工し、
加工後の加工面形状精度を評価しました。
加工後の幅は狙い値250mmに対し、
接触式、非接触式でそれぞれ252.7mm、250.599mmを示し、
概ね±3mm程度の精度を達成していることを確認しました。
また幾何公差として平行度を評価し、
同様に接触式、非接触式でそれぞれ0.59mm、1.084mmを示したことから、
本幾何公差として1.1mmを達成できることが明らかとなりました。
非接触式では垂直関係にある2つの基準面を用いて、
実測データと形状モデルを合致させたうえで照合計算をしていますが、
今回評価対象外であった表層面が、
マトリックス樹脂の硬化収縮により凸の形状に歪んでいることが明らかとなりました。
【評価準備】
〈加工用FRP平板成形〉
直線加工精度確認用のFRP平板を2種類製作しました。
長手方向の寸法が500mmのものは加工精度の確認用、
150mm角のものは加工後の損傷有無を確認する非破壊検査用のものとしました。
寸法が異なるのは、非破壊検査を行うX線CTの遮蔽室の寸法制限によるものです。
積層はすべてハンドレイアップにて行いました。
その後、室温でマトリックス樹脂を硬化させ、FRPの平板を製作しました。
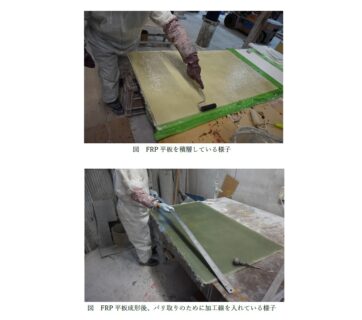
〈FRP平板の加工〉
FRP平板の加工はハンドグラインダーを用い、
すべて手作業で狙い値50 mmにて行いました。
加工の動画は以下のページで見ることができます。
直線加工をハンドグラインダーで行う場合、
極力罫線に沿って歯を当て素早く行えるかがポイントとなります。
今号では手加工によるFRP平板の直線加工精度評価についての概要と評価準備についてご紹介しました。
次号メルマガでは、FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての評価方法と結果について述べたいと思います。
FRPを取り扱っている方や今後取り扱いたい方にとっての一助となれば幸いです。