
株式会社 FRPカジ メールマガジン
┏┏┏┏ ━━━━━━━━━━━━━━━━━━━━━
┏┏┏┏ ハンドレイアップGFRPの真実
━━━━━━━━━━━━━━━━━━━━━━━━━━
2023年11月2日
第三十一回:FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての概要と評価方法
<目次> ━━━━━━━━━━━━━━━━
・FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての概要と評価方法
<FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての
概要と評価方法>
前回までのメルマガではFRP平板の直線加工精度評価についての概要と評価準備としてご紹介しました。
今回のメルマガでは手加工によるFRP平板の直線加工精度に関する評価方法について述べたいと思います。
【評価方法】
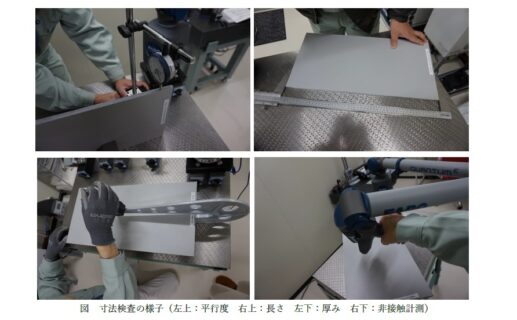
〈加工前後のFRP平板寸法検査〉
加工精度確認用FRP平板と非破壊検査用FRP平板について、
加工の前後でFRP平板の寸法測定を行いました。
寸法計測は、接触式と非接触式の両方で実施しました。
接触式について、
縦横寸法はノギス(CD-67-S20PS(ミツトヨ)、
C-60(ミツトヨ))、厚み測定はマイクロメーター(PMU300-25MB(ミツトヨ))、
平行度はダイヤルゲージ(2047S(ミツトヨ))を使用しました。
非接触式については、
ブルーレーザー非接触三次元形状計測機(Blu Laser Line Probe SD Quantum E S 2.5m 7-Axis(FARO))を使用し、
互いに垂直の位置関係にある2辺を基準として、
実測データとモデルデータの照合計算により幾何寸法を計測しました。
計測は22℃、50RH%で管理された環境下で実施しました。
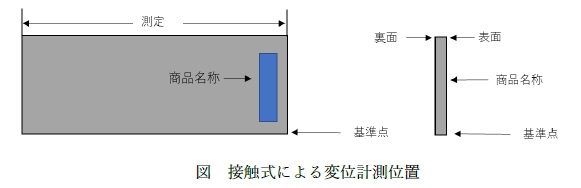
平行度について、
接触式では表裏近傍位置にて計測を実施しました。
計測は10mm刻みで表面、裏面それぞれ50点計測し、最大変位レンジを平行度としました。
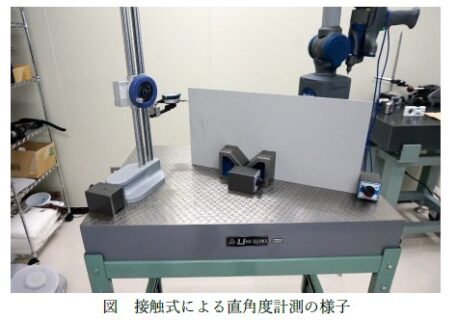
接触式で計測した直角度については平行度計測時と同様、
基準面を下として定盤に設置した状態で計測しました。
計測は40mm刻みで実施しました。
接触式での直角度計測は加工後の直線加工精度確認用のFRP平板についてのみ実施しました。
尚、ハイトゲージの計測下限位置の関係から、
定盤面から100mm程度の高さ範囲は計測することができませんでした。
〈加工後のFRP平板目視検査〉
加工後の加工精度確認用FRP平板について、
加工によるFRPやゲルコート層などへの損傷有無について確認しました。
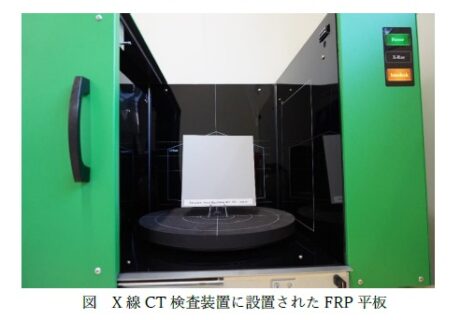
〈加工前後のFRP平板非破壊検査〉
加工前後の非破壊検査用FRP平板について、
X線CT(NAOMi-CT 002L(アールエフ))を用いた非破壊検査を実施しました。
管電圧は60kV、管電流は5mAに設定しました。
今号では手加工によるFRP平板の直線加工精度評価についての概要と評価方法についてご紹介しました。
次号メルマガでは、FRP製品の真実~手加工によるFRP平板の直線加工精度評価についての結果について述べたいと思います。
FRPを取り扱っている方や今後取り扱いたい方にとっての一助となれば幸いです。